
钜大LARGE | 点击量:1999次 | 2018年11月09日





分析钛酸锂电池出现气胀的原因及解决方法
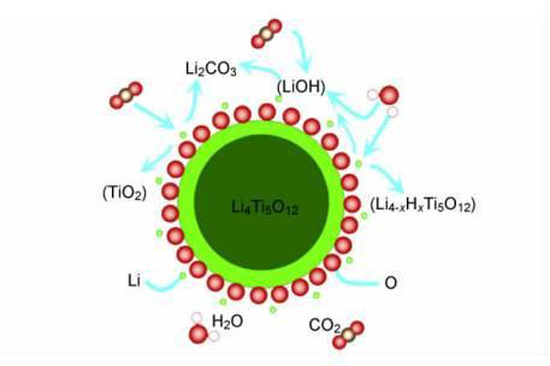
LTO表面吸水和CO2的反应原理示意图
LTO电池产生的气体主要成分包括H2、CO、CO2及小分子的烷烃、烯烃等,因此有机溶剂在LTO电极上的催化分解反应被认为是电池气胀的主要来源。
LTO电池气胀的影响因素和机理
水分
LTO材料由于其表面特殊性,纳米级的颗粒非常容易吸水,且难以除去。
主要反应如下,使LTO表面生成了LiOH和LiCO3

不同水分含量对LTO电池产气的影响
可以看出随着水分含量的升高,电池的产气量越来越多,在首次化成中,普通石墨电极中的水在电位1.2V附近分解,而LTO电极中吸收的水分在化成后可能依旧存在,主要是其LTO的工作电位高于1.3V,残留的水与电解液中的PF6-反应生成POF3,POF3化学催化了碳酸酯分解,进而产生了CO2,这是气胀的主要气体来源。
当正极电位达到3.5V以上时,导电剂或是LFP上包覆的C被氧化生成CO2,OH-与EC或PC类等碳酸酯的反应产物并结合CO2就生成了沉积在LTO表面的烷基碳酸脂类的低聚物,该低聚物是导致LTO电池循环性能恶化的主要原因。
电解液在LTO表面的还原分解
LTO电池产生的气体主要成分包括H2、CO、CO2及小分子的烷烃、烯烃等,因此有机溶剂在LTO电极上的催化分解反应被认为是电池气胀的主要来源。
反应机理如下图:
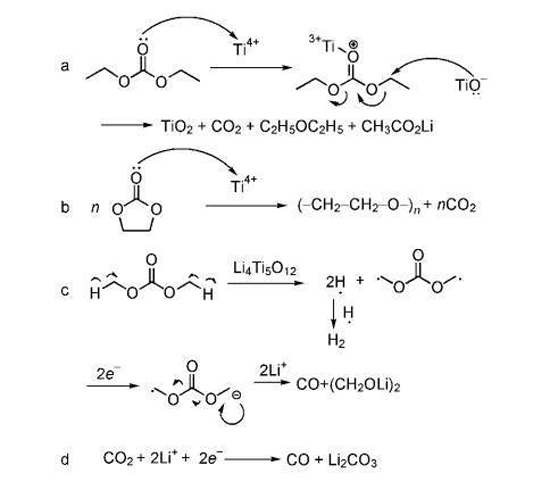
CO2由有机溶剂的脱羧基反应产生;
烷基碳酸盐中的烷氧基在LTO的催化作用下发生脱氢反应生成H2;
溶剂脱氢反应的中间产物也可以接受电子和Li+进行脱羰反应生成CO;其中CO2也可被还原成CO
负极电位
用三电极体系研究了C/NCM及LTO/NCM两种软包电池的负极电位与气胀的关系。
在1mol/LLiPF6EC+DMC(1∶1)溶液中,将电池放电至不同电压后在80℃下存放120h,C负极放电至0.13、0.25及1.56V(vsLi/Li+)时的膨胀率分别为31%、95%和141%;
C/NCM电池中的气体主要是C负极在比正常放电终止电位正得多的1.56V下,由SEI膜分解产生的CO2和H2。
C负极电池在0.25V和1.56V产生的H2量与LTO负极在1.55V时的接近,说明H2的生成与1.56V左右的电位下SEI膜的不稳定有关,CO2的产生也证明负极的电位与体系总碳酸盐的分解密切相关。
杂质
LTO前驱体TiO2中含有的杂质对LTO结晶性能和电化学性能也可能是电池气胀的主要原因。
如何解决LTO电池的气胀问题?
除水或酸
200ppm及500ppm水分导致的电池膨胀率分别为16%和33%,因此,根据目前的工艺控制水平,需将电池中包括正、负极和隔膜的水分控制在100~200ppm以下。
另外,LTO电池首次充电时,提高充电电压至2.8~3V(相当于LTO达到1.2VvsLi/Li+),可使电池中的残余水分得以分解。软包电池首次充电过程产生的气体可通过随后的二次封口除掉。
优化电解液配方
东芝公司提出在电解液中加入高沸点易于成膜的添加剂,可在LTO表面形成钝化膜抑制气胀。电解液中添加PC,降低了膨胀率,另外添加VC可在1.5V电位下LTO表面形成SEI,有效抑制电解液在界面的还原反应。
由于LiPF6的存在,导致HF和LTO反应,产物Li2TiF6及LiF作为阻挡层覆盖在LTO的表面,因此提高电解液中LiPF6的浓度也可在一定程度上减少LTO电池的气胀。
在电解液中添加能够附着在LTO电极表面的LiF来改善LTO电极的表面,也能明显抑制LTO电极的析气。
LTO表面处理
电解液在纯相LTO表面发生持续的还原反应,而电解液只有在首次循环过程中会在LTO/C表面还原,碳包覆阻碍了LTO与电解液的直接接触,而且LTO/C在颗粒表面表现出了与碳负极材料相似的特性,表面能形成良好的SEI膜,从而抑制了电解液与LTO的连续还原反应。因此,碳包覆有望抑制LTO的产气问题。
另外,也有研究者在LTO电极或材料表面涂覆一层0.2~100nm的绝缘氧化物、磷酸盐等,将LTO与电解液隔开,使其在更低电位反应,抑制气胀的产生下也不与电解质反应。
上一篇:如何更好延长笔记本电池的使用寿命




















